Правильное затягивание крепежных элементов головки блока цилиндров является критическим этапом в процессе сборки мотора 417. Учитывая особенности конструкции и использование металлов с различными коэффициентами теплового расширения, точность в этом вопросе может предопределить долгосрочную работоспособность двигателя.
Оптимальная последовательность и уровень давления на болты позволяют избежать искривления блока и обеспечивают герметичность соединений. Необходимые параметры зависят от производителя и должны быть согласованы с руководством по эксплуатации мотора. Специальные ключи для натяжения помогают добиться точности, так как визуальная оценка может быть обманчива.
Перед началом работы рекомендуется очистить все крепежи от загрязнений и смазать их специальным составом для предотвращения коррозии. Это продлит срок службы крепежных элементов и компонентов двигателя. Замеры давления должны проводиться в несколько этапов по чередованию, чтобы избежать излишнего напряжения в определенных зонах.
Завершив процесс, стоит тщательно проверить все соединения на наличие утечек. Это гарантирует, что мотор будет функционировать должным образом и избегнет серьезных повреждений в будущем.
Необходимые инструменты для затяжки головки блока цилиндров
Для надежной и качественной установки головки блока цилиндров понадобятся следующие инструменты:
Динамометрический ключ – основной инструмент, позволяющий добиться точного усилия на болтах. Рекомендуется использовать как механический, так и электронный вариант для большей точности.
Набор торцевых головок – для работы вам понадобится набор с различными размерами. Это упростит доступ к болтам, расположенным в труднодоступных местах.
Проволка или вспомогательные крепления – помогут удерживать деталь в нужном положении в процессе работы, что особенно актуально при установке.
Тепловизор или инфракрасный термометр – для проверки температуры в различных зонах блока и предотвращения перегрева.
Ключи с фиксированным размером – понадобятся для работы с другими элементами системы, такими как кронштейны и опоры.
Набор трещоток – облегчит процесс закручивания и откручивания болтов, особенно в ограниченном пространстве.
Статья по ремонту – наличие документации, освещающей процесс установки, может стать полезным ресурсом.
Использование вышеуказанных инструментов позволит избежать ошибок и обеспечит надежное крепление головки, что существенно продлит срок службы двигателя.
Порядок натяжения болтов головки блока цилиндров
Правильное натяжение болтов способствует надежной работе мотора и предотвращает возможные утечки. Ниже представлен последовательный алгоритм для выполнения этой процедуры.
| Этап | Действие |
|---|---|
| 1 | Подготовка: Убедитесь, что поверхность головки блока и блок цилиндров чистые и полностью остужены. |
| 2 | Размещение: Установите головку блока на место, убедитесь в правильной ориентации и симметричном расположении. |
| 3 | Предварительная затяжка: Пройдите первую стадию натяжения, устанавливая каждый болт1 с минимальным усилием. |
| 4 | Основная затяжка: Выполняйте натяжение согласно указанной схеме, перемещаясь по диагонали. Рекомендуется использовать динамометрический ключ. |
| 5 | Финальная затяжка: Повторите процесс, постепенно увеличивая силу на каждом болте. Обычно это делится на три этапа. |
| 6 | Проверка: После окончания работ проверьте натяжение каждого крепежа, чтобы исключить возможные недостатки. |
Перед началом работы ознакомьтесь с рекомендациями производителя по параметрам натяжения, так как они могут варьироваться. Правильная недооценка или переоценка силы может привести к серьезным дефектам в работе агрегата.
Рекомендованные моменты затяжки для двигателя 417 Газель
При сборке головки блока цилиндров на модели 417 важно следовать точным параметрам, чтобы обеспечить надежность соединений. Для достижения оптимального результата рекомендуется использовать следующие параметры крепежа.
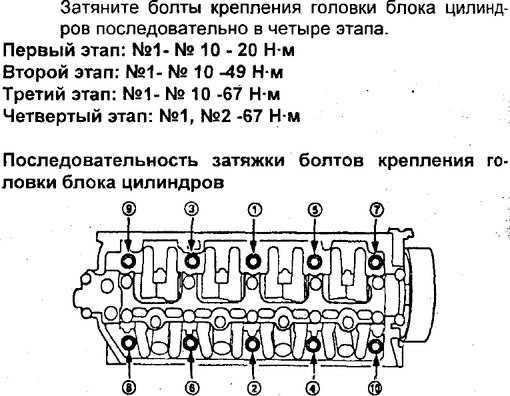
Первый этап: Начальный момент составляет 30 Нм. Этот первый уровень помогает обеспечить равномерное распределение давления.
Второй этап: Пройдите по всем болтам с моментом 60 Нм. Это позволит достичь необходимой жесткости конструкции.
Третий этап: Проведите финальную затяжку с усилием 90 Нм. Обязательно соблюдайте последовательность, рекомендованную производителем, чтобы исключить прогибы и перекосы.
Не забывайте проверять состояние прокладок, так как их износ влияет на герметичность соединений. Рекомендуется проводить все работы с использованием качественных инструментов для достижения точных значений.
Рекомендуется обратить внимание на последовательность затягивания: начинать с центральных болтов и двигаться к краям. Это обеспечит равномерное распределение усилия по всей поверхности.
Также полезно проводить повторную проверку после первых пробегов. Это поможет выявить возможные ослабления соединений и предотвратить серьезные неисправности в будущем.
Как проверить равномерность натяжения головки блока цилиндров
Для точного контроля за равномерностью натяжения головки блока цилиндров необходимо использовать специальный динамометрический ключ, который позволяет выполнять затяжку с заданным значением. Первым шагом стоит ознакомиться с рекомендациями производителя относительно порядка и значений момента затяжки.
После этого начните процесс проверки. Важно следовать последовательности, указанной в инструкции. Для более точного результата, разметьте места соединений на головке, чтобы четко видеть, где следует проверить. Используйте специальные метки или контуры.
После первой стадии затяжки, переходите к повторному осмотру. Используя динамометр, зафиксируйте необходимое значение на каждом из крепежных элементов. Обратите внимание на то, чтобы каждое звено получило одинаковый критерий напряжения. Даже малые отклонения могут привести к проблемам.
Тестирование можно провести двумя способами: статическим и динамическим. Статический метод включает проверку в спокойном состоянии и требует высокого уровня точности. Динамическое тестирование выполняется с работающим агрегатом, однако это более рискованный метод и требует особого внимания.
Запомните, что правильный порядок затяжки и одинаковый усилия на каждом соединении способствуют долгосрочной работе и предотвращают возможные повреждения. Неправильное выполнение процедуры может вызвать утечки и другие неисправности. Регулярно проверяйте и корректируйте натяжение в процессе эксплуатации.
Ошибки в затяжке головки блока: что следует учитывать
При выполнении монтажа головки блока могут возникнуть различные ошибки, которые негативно сказываются на работе мотора. Важно обратить внимание на следующие моменты:
- Неправильная последовательность. Затягивание болтов необходимо производить в строгой последовательности, указанной в инструкции. Это помогает равномерно распределить давление и избежать деформации.
- Недостаточный или избыточный момент. Использование неправильного момента может привести к повреждениям. Рекомендуется использовать динамометрический ключ для контроля усилия.
- Неочищенные поверхности. Перед установкой головки рекомендуется тщательно очистить все поверхности от старого герметика и грязи. Это обеспечивает хороший контакт и предотвращает протечки жидкости.
- Проблемы с болтами. Важно использовать только оригинальные или качественные болты. Изношенные или поврежденные крепежи необходимо заменять.
- Необработанная поверхность головки или блока. Неровности могут стать причиной неравномерного распределения давления. В случае необходимости проводите шлифовку для устранения дефектов.
Обратите внимание на изменения в геометрии головки блока после нагрева. Регулярно проверяйте затяжку после первых пробегов, так как болты могут раскататься в процессе эксплуатации.
При выборе материалов для герметизации стоит отдать предпочтение качественным продуктам, которые выдерживают высокие температуры и давления. Применение несертифицированных составов может привести к быстрой утечке.
При выполнении данных рекомендаций можно значительно снизить риск ошибок и обеспечить надежную работу мотора. Бережный подход к каждому этапу сборки поможет избежать серьезных поломок в будущем.
Уплотнительные материалы для головки блока цилиндров: выбор и применение
Правильный выбор уплотнительных материалов для головки блока цилиндров способствует надежной работе силового агрегата. Применяемые вещества должны обеспечивать прочность и герметичность соединения, а также выдерживать высокие температуры и давление.
Наиболее распространенные типы уплотнителей:
- Картонные уплотнители – используются реже, но иногда применяются для временных ремонтов. Они недолговечны и не выдерживают больших температур.
- Пробковые уплотнители – создают хорошую герметизацию, но их необходимо регулярно проверять на износ, особенно при высоких температурах.
- Силиконовые уплотнители – обладают высокой термостойкостью и устойчивостью к химическим веществам. Подходят для длительного применения.
- Металлические прокладки – часто предпочтительнее из-за своей прочности и долговечности. Они обеспечивают надежное уплотнение даже при экстремальных условиях.
- Композитные материалы – совмещают в себе преимущества разных веществ, предлагая отличные характеристики по герметичности и теплоустойчивости.
При выборе уплотнительного материала стоит учесть несколько факторов:
- Температурные условия эксплуатации. Для горячих двигателей лучше использовать силиконовые или металлические прокладки.
- Тип используемого топлива. Некоторые уплотнители могут быть несовместимы с определенными видами топлива.
- Если будет проводиться ремонт, желательно сохранять оригинальные спецификации и размеры, чтобы не нарушить герметичность.
- Срок эксплуатации. Продолжительность работы различных уплотнительных материалов варьируется и зависит от условий использования.
Правильный выбор уплотнителя обеспечит надежную работу всех систем и компонентов. Перед установкой рекомендуется тщательно очистить поверхности, чтобы предотвратить возможные утечки.
Сравнение технологий затяжки: механический и электронный подход
Электронное оборудование, в свою очередь, предоставляет более точные измерения. Устройства на базе микропроцессоров предлагают автоматизированный контроль, фиксируя данные в реальном времени. Это значительно минимизирует вероятность ошибки. Однако стоимость таких инструментов обычно выше, что может стать решающим фактором для небольших мастерских или домашних условий.
При использовании механического метода важно уделять внимание калибровке инструмента, а также его состоянию. Чистота резьбы и качество материала крепежа играют большую роль в процессе. Рекомендуется регулярно проверять состояние ключей и динамометров для поддержания точности.
Электронный подход проявляет свои преимущества в условиях производства с высокой загруженностью, где скорость и точность критичны. Такие устройства способны интегрироваться в системы управления, что позволяет вести учет каждой операции и повышает общий уровень контроля.
Выбор метода должен основываться на специфике работ и доступных ресурсах. Механический подход подходит для индивидуальных работ и небольших объемов, в то время как электронные инструменты рекомендуется применять в масштабных проектах и на автоматизированных участках.
Влияние температуры на натяжение: важные аспекты
Температура играет значительную роль в процессе формирования контакта между элементами мотора. При повышении термических показателей материалы, из которых изготовлены детали, расширяются. Это может привести к уменьшению механической связи, что важно учитывать при выполнении соединений.
На нагретых участках детали могут достигаться разные значения расширения. Это приводит к необходимости контролировать твердость и прочность соединений, чтобы обеспечить надежную работу всей системы. Например, при прошедшем прогреве мотора необходимо повторно проверять пружинные характеристики и параметры затяжки.
Согласно рекомендациям, при проведении работ в холодную погоду стоит заранее подогревать компоненты, чтобы избежать трещин и деформаций. Это касается как стальных, так и алюминиевых изделий. Их взаимная совместимость должна быть учтена с учетом температурного расширения.
После нагревания установки стоит выполнять проверку уровня натяжения с помощью динамометра. На уже нагретом агрегате величина предварительного натяжения должна быть скорректирована, чтобы избежать ослабления соединений под воздействием тепла.
Рекомендуется проводить работы в строго установленной температуре, чтобы минимизировать риск возникновения проблем. Такой подход повысит совместимость и срок службы всех элементов конструкции. Проводя контроль в процессе эксплуатации, можно избежать неожиданных поломок. Своевременная проверка состояния соединений позволит обеспечить долговечность работы установки.
Проверка состояния прокладки головки блока перед натяжением
Перед тем как приступить к процессу натяжения элементов блока, необходимо тщательно осмотреть прокладку. Обратите внимание на видимые повреждения: трещины, разрывы или признаки коррозии. Такие дефекты могут привести к утечкам и дальнейшим повреждениям.
Проверьте, как прокладка сидит на поверхности. Неровная установка может вызвать неравномерное распределение давления, что негативно скажется на работе системы. Убедитесь, что прокладка ровная и плотно прилегает ко всем точкам соединения.
Также стоит оценить степень износа. Если прокладка использовалась длительное время, возможно, что ее материал исчерпал свои свойства. В этом случае лучше заменить ее на новую. Убедитесь, что на поверхности блока нет остатков старого герметика или загрязнений, которые могут препятствовать правильному контакту.
Проведение проверки не займет много времени, а обеспечит надежную работу агрегата. Если есть сомнения в целостности детали, замена прокладки будет наилучшим решением, которое предотвратит более серьезные проблемы в будущем.
Рекомендации по профилактике утечек после обращения с крышкой блока цилиндров
После выполнения крепежных работ на крышке блока цилиндров важно провести проверку в системе на наличие возможных утечек. Это поможет избежать серьезных проблем в будущем.
Во-первых, применяйте новый прокладочный материал. Поврежденные или старые прокладки могут привести к утечкам. Выбор качественного уплотнителя в соответствии с техническими характеристиками мотора обеспечит надежную герметизацию.
Прежде чем начинать сборку, убедитесь в чистоте всех контактных поверхностей. Продувка компрессором и использование чистящих средств помогут удалить остатки масла и грязи, что снизит риск возникновения проблем.
Регулярно проверяйте состояние болтов и гаек крепления. Коррозия или механические повреждения могут негативно повлиять на их надежность. При необходимости замените элементы крепления новыми.
Соблюдайте последовательность и разрешенные параметры затяжки, указанные в справочной документации. Это позволяет избежать неравномерного распределения нагрузки и свести к минимуму риск неполадок.
После завершения сборки дайте двигателю поработать на холостых оборотах на протяжении 10-15 минут. Затем проверьте наличие утечек, осмотрев места соединений. Если обнаружили течь, устраните ее немедленно.
Регулярный мониторинг уровня охлаждающей жидкости и масла также поможет выявить утечки на ранних стадиях. Необходимо периодически проверять состояние этих жидкостей и при необходимости проводить доливку.
При осуществлении обслуживания используйте специализированные жидкости, рекомендованные производителем. Неверный выбор может негативно сказаться на герметичности и привести к утечкам.
Соблюдая эти рекомендации, можно значительно снизить вероятность появления утечек и продлить срок службы творения механизмов. Обратите внимание на требуемые процедуры и не пренебрегайте профилактическими мерами.





